




气动夹爪常见故障排除与维护保养全攻略 | 奥图科技
气动夹爪是自动化生产线中不可或缺的关键执行元件,广泛应用于机加工、汽车零部件、铸造锻造、新能源、包装等行业。随着设备运行时间的增长,夹爪可能会出现卡顿、漏气、夹持力下降等问题,影响生产节拍与产品质量。为了帮助您更好地使用和维护气动夹爪,奥图科技结合产品设计经验与客户现场反馈,整理了以下常见故障排除方法及科学保养指南,助力设备长期稳定运行。
一、常见故障快速排查与解决
在实际应用中,气动夹爪可能因工况、气源、磨损等因素出现异常。以下四大典型问题及应对方案,可帮助现场人员快速诊断:
1. 夹爪动作卡顿
检查并重新锁紧夹指安装螺钉至规定扭矩;清理旧润滑脂后,在滑块、楔形块部位添加足量锂基润滑脂。
2. 动作缓慢或漏气
检查所有气管接头及密封圈,重新插拔或紧固;更换破损气管。
3. 检测开关信号异常
重新调整感应块至标准位置(通常在夹爪闭合/张开极限位);若调整无效,更换传感器。
4. 夹持力明显下降
检查并调整气源压力至产品额定值(通常0.4~0.7MPa);确认节流阀完全打开;若密封件老化需返厂更换。
| 现象 | 处理办法 |
|---|---|
| 夹爪动作卡顿 | 检查并重新锁紧夹指安装螺钉至规定扭矩;清理旧润滑脂后,在滑块、楔形块部位添加足量锂基润滑脂。 |
| 动作缓慢或漏气 | 检查所有气管接头及密封圈,重新插拔或紧固;更换破损气管。 |
| 检测开关信号异常 | 重新调整感应块至标准位置(通常在夹爪闭合/张开极限位);若调整无效,更换传感器。 |
| 夹持力明显下降 | 检查并调整气源压力至产品额定值(通常 0.4~0.7MPa);确认节流阀完全打开;若密封件老化需返厂更换。 |
对于部件物理性损坏,建议直接联系奥图科技售后更换零件或寄回返修,避免自行拆解导致精度丧失。
二、科学维护保养:延长夹爪寿命的关键
气动夹爪的寿命不仅取决于制造质量,更依赖于规范的日常与定期维护。遵循以下原则,可显著降低突发故障率。
1. 保养周期制定
● 标准工况(室温、干燥过滤气源、无粉尘):每完成 50万次 动作或每 6个月 进行一次全面保养。
● 恶劣工况(高温高湿、含水分或腐蚀性气体、铁屑/铝屑/砂尘环境):润滑脂加速老化,应 每月至少保养一次。
2. 保养位置
① 气缸活塞润滑
使用锂基润滑脂,在夹爪夹紧、打开到极限位置时,通过Open、Close进气孔加入适量润滑脂。或在气路中增加油雾润滑器,注意:一旦使用油雾润滑,后续不可停止。
② 外壳与基爪润滑
取下夹爪底部的(4-M3)防尘板,在露出的楔形块、滑块滑槽内添加润滑脂,然后装回防尘板。或取下标记为“Lube”的孔内的M5顶丝,直接添加润滑剂。
③ 清洁要求
给夹爪添加润滑脂前,必须将夹爪清理干净。
④ 外部钢件防锈
给暴露在外的钢件涂抹润滑脂,防止生锈。
⑤ 定期检查
● 检查夹爪的工作气压范围是否合适
● 检查夹爪工作是否平稳,有无异响、漏气
三、奥图科技气动夹爪的核心保障
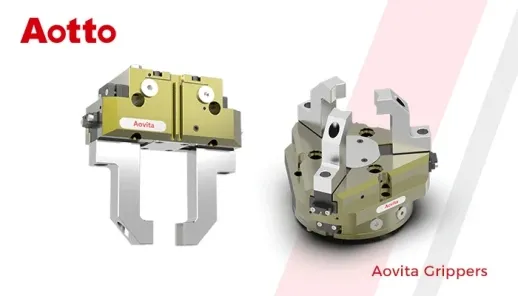
奥图科技气动夹爪设计紧凑、夹持力大,安装孔位通用性强,主体高强度轻量化。更重要的是,核心零部件全部自制,制造精度高,为长期稳定运行提供物理基础。同时完善的ISO9001质量管理体系,确保每台产品的出厂一致性。
四、预防为主,防治结合
管理阶段
1.日常(每班):检查气压、听声音、看速度。及时发现漏气、卡滞预兆。
-
月度(恶劣工况):清洁+加脂+检查感应开关,维持润滑,防止粉尘侵入。
-
定期(50万次):全面拆解保养或送修,恢复内部密封与运动精度。
通过规范的故障排查与周期保养,奥图科技气动夹爪可在多种工业场景下实现数百万次无故障动作,为您的自动化产线提供持久可靠的抓取力。
气动夹爪的稳定运行,离不开正确的使用、及时的故障排查和规范的维护保养。希望本文能为您在实际工作中提供有价值的参考,帮助您降低设备停机风险,延长夹爪使用寿命。如需原厂配件、专业维修服务或技术咨询,欢迎随时联系奥图科技。
联系我们
电话:0531-87201565
邮箱:Marketing@aotto.cn
官网:www.aottotech.com
欢迎给我们留言